

Contenido
Los sujetadores sirven como componentes centrales de conexión en maquinaria, equipos y proyectos de construcción. El tratamiento de superficies representa el proceso de fabricación clave que determina directamente la resistencia a la corrosión, la resistencia mecánica y la vida útil operativa. Los objetivos principales del tratamiento de la superficie de los pernos incluyen prevenir la corrosión y el óxido, mejorar la apariencia estética para fines de ensamblaje e identificación, mejorar el rendimiento funcional a través de la reducción de la fricción y una instalación más sencilla, y cumplir con los estrictos estándares de la industria para aplicaciones automotrices, electrónicas, exteriores y químicas.
Seleccionar el tratamiento superficial adecuado requiere una evaluación cuidadosa de las condiciones ambientales, las limitaciones de costos y los requisitos de rendimiento. Los diferentes tratamientos presentan variaciones significativas en las capacidades de protección contra la corrosión, lo que hace que el proceso de selección sea fundamental para la confiabilidad y seguridad a largo plazo.
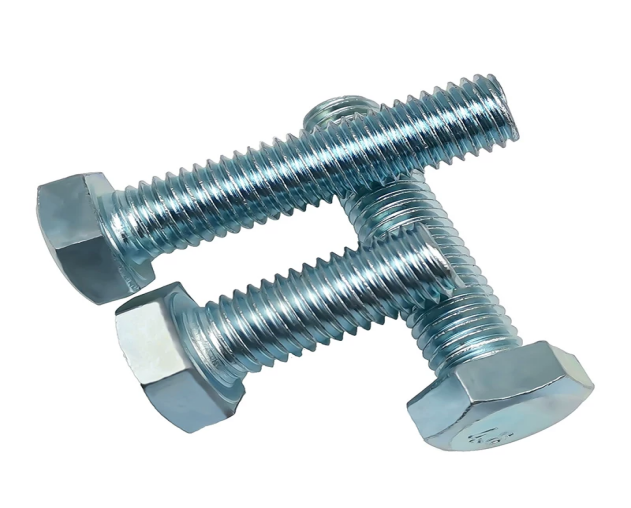
La galvanoplastia es el método de tratamiento de superficies más adoptado para sujetadores comerciales debido a su bajo costo y procesos de fabricación maduros. Esta técnica deposita una capa uniforme de zinc mediante electrólisis, creando una capa protectora densa y bien adherida.
La galvanoplastia cumple con la norma GB/T 5267.1-2023 (equivalente a ISO 4042) "Fasteners—Electroplated Coatings", que cubre el galvanoplastia de zinc, zinc-níquel, zinc-hierro y cadmio. La norma especifica requisitos de espesor de recubrimiento de 5–12 μm (grado estándar 5–8 μm; grado resistente a la corrosión 8–12 μm) y resistencia a la niebla salina de 24–96 horas sin óxido blanco o rojo.
La galvanoplastia ofrece múltiples opciones de color, incluido zinc blanco, zinc azul-blanco, zinc coloreado y zinc negro. Estos acabados se adaptan a ambientes interiores como electrodomésticos, muebles y maquinaria en general donde la exposición a la corrosión sigue siendo mínima. Sin embargo, los ingenieros deben abordar los riesgos de fragilización por hidrógeno para pernos de grado 8.8 y de mayor resistencia mediante un tratamiento de deshidrogenación obligatorio para evitar fallas en la conexión.
La galvanización por inmersión en caliente ofrece una resistencia excepcional a la corrosión mediante inmersión en zinc fundido a aproximadamente 450°C, formando espesos recubrimientos de aleación de zinc y hierro. Este método produce espesores de recubrimiento promedio de 50 μm o más, con mínimos locales de 40 μm, lo que proporciona décadas de protección en condiciones adversas.
Los sujetadores galvanizados por inmersión en caliente cumplen con las normas GB/T 5267.3-2008 (idénticas a ISO 10684) y GB/T 13912-2020. Estas especificaciones cubren sujetadores que van desde M8 a M64 con grados de resistencia de hasta 8,8, logrando una resistencia a la niebla salina de 100–500 horas. En particular, los sujetadores de grado 10.9 requieren un tratamiento de deshidrogenación mínimo de 4 horas para evitar la fragilización por hidrógeno.
El revestimiento grueso y la unión metalúrgica hacen que la galvanización por inmersión en caliente sea ideal para torres de transmisión de energía, puentes, estructuras de acero y sistemas de montaje fotovoltaico. Estas aplicaciones exigen resistencia a largo plazo a la exposición a la lluvia, la arena y la niebla salina en entornos costeros e industriales.Los ingenieros deben tener en cuenta los cambios dimensionales que afectan el ajuste de la rosca, lo que a menudo requiere una reelaboración de la rosca posterior a la galvanización o tuercas de gran tamaño.
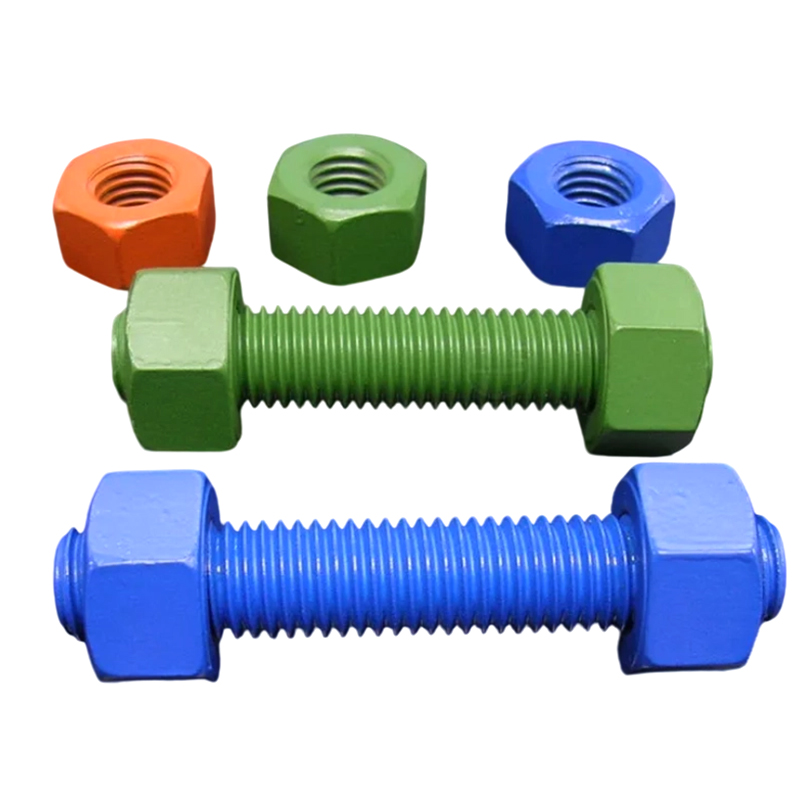
El recubrimiento Dacromet representa una tecnología revolucionaria basada en agua que utiliza escamas de zinc y aluminio sin electrólisis, eliminando por completo los riesgos de fragilización por hidrógeno. Esta característica lo convierte en la opción preferida para sujetadores de alta resistencia en aplicaciones automotrices, ferroviarias de alta velocidad y marinas.
A pesar de espesores de recubrimiento de sólo 4–10 μm, Dacromet logra una resistencia a la niebla salina de 500–1200+ horas—, superando la galvanización tradicional en más de 20 veces. El recubrimiento soporta temperaturas de hasta 300°C manteniendo un rendimiento estable y demuestra una excelente consistencia entre torque y precarga, esencial para conexiones críticas. El aspecto mate gris plateado proporciona una cobertura uniforme incluso en geometrías complejas y huecos profundos.
Los recubrimientos Dacromet cumplen con GB/T 18684-2022 "Recubrimientos de cromo y zinc—Especificaciones técnicas" Si bien las formulaciones anteriores contenían cromo hexavalente, las variantes modernas sin cromo abordan las preocupaciones ambientales manteniendo al mismo tiempo un rendimiento superior. La tecnología se adopta ampliamente en equipos militares, instalaciones marinas de turbinas eólicas y componentes del chasis del automóvil donde la prevención de fallos sigue siendo primordial.
La fosfatación crea recubrimientos cristalinos de conversión de fosfato mediante reacciones químicas y electroquímicas, produciendo acabados superficiales de gris a negro. Este tratamiento sirve principalmente como pretratamiento para recubrimientos posteriores o como capa reductora de fricción para operaciones de montaje.
La fosfatación ofrece propiedades de lubricación excepcionales con el coeficiente de fricción más estable entre todos los recubrimientos, lo que la hace ideal para requisitos de instalación de alto torque. El fosfatado de zinc destaca por su resistencia al desgaste para conectar componentes, mientras que el fosfatado de manganeso proporciona una resistencia superior a la corrosión y soporta temperaturas de funcionamiento entre 107–204°C.
La resistencia a la corrosión independiente sigue siendo limitada —normalmente 10–20 horas en pruebas de niebla salina sin aceite, y se extiende hasta 72–96 horas con aceite protector contra la oxidación de alta calidad. En consecuencia, la fosfatación es adecuada para maquinaria interior, componentes internos de motores y pernos donde sigue siendo innecesaria una fuerte resistencia a la corrosión exterior.
El tratamiento con óxido negro, también llamado azulado, forma una densa capa de magnetita (Fe₃O₄) mediante oxidación química, produciendo superficies negras uniformes con un cambio dimensional mínimo. Este proceso rentable ofrece atractivo decorativo y se utiliza ampliamente en instrumentos de precisión, fabricación de armas y dispositivos ópticos.
La fina película de óxido proporciona una resistencia a la corrosión limitada, logrando solo 3–5 horas en pruebas de niebla salina neutra una vez que el aceite protector se degrada. La consistencia par-tensión resulta deficiente a menos que se aplique grasa durante el montaje. Estas características restringen los sujetadores de óxido negro a ambientes interiores, maquinaria cerrada y aplicaciones no críticas donde la apariencia importa más que la protección contra la corrosión.
El niquelado produce acabados plateados brillantes que combinan resistencia a la corrosión con conductividad eléctrica, lo que lo hace adecuado para dispositivos electrónicos, terminales de baterías y sujetadores decorativos. La capa de níquel forma una fina película de pasivación que proporciona estabilidad frente a exposiciones atmosféricas, alcalinas y a ciertos ácidos.
El cromado ofrece una estética similar a la de un espejo con una excelente dureza y resistencia al calor de hasta 650 °C. Sin embargo, los costos comparables a los del acero inoxidable limitan la adopción industrial. Los sujetadores cromados generalmente requieren capas inferiores de cobre y níquel para protegerlos contra la adhesión y la corrosión, y comparten la susceptibilidad a la fragilización por hidrógeno de la galvanoplastia.
Los sujetadores de acero inoxidable dependen de la resistencia a la corrosión inherente al material en lugar de recubrimientos aplicados. El tratamiento de pasivación mejora esta protección natural al eliminar impurezas superficiales y capas de óxido mediante inmersión en ácido nítrico o cítrico, mejorando el brillo de la superficie y prolongando la vida útil en ambientes agresivos.
Este tratamiento es adecuado para el procesamiento de alimentos, equipos médicos, productos electrónicos e instalaciones costeras de alta gama donde se produce exposición directa a ácidos, álcalis y humedad. La apariencia de metal plateado no requiere revestimiento adicional y al mismo tiempo proporciona un funcionamiento sin mantenimiento.
La prueba de niebla salina según GB/T 10125 (prueba de niebla salina neutra) sirve como método principal para evaluar la resistencia a la corrosión de los sujetadores. La duración de la prueba y los criterios de aceptación varían significativamente según el tipo de tratamiento y los requisitos de aplicación.
| Tratamiento de superficies | Espesor del recubrimiento | Resistencia a la pulverización de sal | Aplicaciones primarias |
| Galvanoplastia | 5–12 μm | 24–96 horas | Ambientes interiores secos |
| Galvanizado por inmersión en caliente | ≥50 μm de media | 100–500 horas | Exterior, marino, infraestructura |
| Dacromet | 4–10 μm | 500–1200+ horas | Automoción, alta resistencia, marina |
| Fosfatante | Variable | 10–96 horas (con aceite) | Internos del motor, pretratamiento |
| Óxido negro | <1μm | 3–5 horas | Interior, decorativo, sellado |
| Niquelado | Variable | Moderado | Electrónica, decorativa |
| Acero inoxidable | N/A | Excelente | Alimentos, medicina, productos químicos |

Elegir lo apropiado bolt El tratamiento de superficies requiere una evaluación sistemática de la exposición ambiental, los requisitos mecánicos, el cumplimiento normativo y consideraciones de costos del ciclo de vida. Los ingenieros deben priorizar los siguientes criterios de selección:


La selección adecuada del tratamiento de superficies reduce significativamente los riesgos de fallas, extiende los intervalos de servicio y garantiza la seguridad de la conexión en diversas aplicaciones industriales. Al adaptar las características del tratamiento a demandas ambientales y mecánicas específicas, los profesionales de adquisiciones y los ingenieros pueden optimizar tanto el rendimiento como la rentabilidad.
 Varillas completamente roscadas galvanizadas de grado 8,8 de acero al carbono M10 × 300
Varillas completamente roscadas galvanizadas de grado 8,8 de acero al carbono M10 × 300
 Barra roscada completa galvanizada/negra del grado 8,8 del acero de carbono M16×300
Barra roscada completa galvanizada/negra del grado 8,8 del acero de carbono M16×300
 Varillas roscadas recubiertas de PTFE, grado 8.8, acero al carbono, M16×300
1-8 UNC *5" Varillas roscadas de acero de aleación ASTM A193 B7
Varillas roscadas recubiertas de PTFE, grado 8.8, acero al carbono, M16×300
1-8 UNC *5" Varillas roscadas de acero de aleación ASTM A193 B7
 Varillas roscadas B7 galvanizadas en caliente/óxido negro/cincado de 3/4*10"
Varillas roscadas B7 galvanizadas en caliente/óxido negro/cincado de 3/4*10"
 Acero de aleación M27*300 PTFE/Dacromet que cubre B7 pernos prisioneros de varillas roscadas
Acero de aleación M27*300 PTFE/Dacromet que cubre B7 pernos prisioneros de varillas roscadas
 1-8 UNC *5" Acero de aleación ASTM A193 B7 Varillas roscadas Grado L7 Pernos roscados
1-8 UNC *5" Acero de aleación ASTM A193 B7 Varillas roscadas Grado L7 Pernos roscados
 Barras roscadas completas L7 galvanizadas/negras/HDG de 3/4" x 10"
Barras roscadas completas L7 galvanizadas/negras/HDG de 3/4" x 10"
 Información de contacto
Información de contacto
 Dirección
Dirección




 English
English 中文简体
中文简体 Português
Português Deutsch
Deutsch русский
русский عربى
عربى
